1. Виды, основные характеристики и химический состав топлива.
Топливо – это химические вещества, которые при горении выделяют много тепла и света.
Основные требования к топливу:
· высокая калорийность;
· должно быть доступным и дешевым;
· количество отходов должно быть минимальным;
· должно быть экологичным.
Классификация топлива:
|
Агрегатное состояние |
Естественное |
Искусственное |
|
Твердое |
Дрова; торф; бурый, каменный уголь; антрацит |
Древесный уголь, кокс, полукокс |
|
Жидкое |
Нефть |
Бензин, керосин, спирты, мазут |
|
Газ |
Природный газ, попутный газ |
Газ от сухой перегонки |
Состав топлива:
1) C,H,N,O,S
2) Минеральные вещества – SiO,Al2O3,CaO,Fe2O3
3) A – зола
4) W – вода
C+H+N+O+S+A+W=100% (весовые %), где C,H,S – участвуют в процессе горения, N,O – не участвуют, A+W – балласт.
Группы топлива:
1. Топливо, состоящее из горючих веществ с индивидуальным химическим составом (газ, спирт, бензол).
2. Топливо, состоящее из углеводородов различного строения и разного молекулярного состава (жидкое топливо, бензо-кольца).
3. Горючие вещества неопределенной химической природы.
CO, CO2, O2, N2, CH4, H2S, CnHm + пары воды W г/см3 Н2О=0,1242
СОсухой→COвлажный=СОсух*(100/(100+Н2О))
Состав и качество топлива определяется 2 способами:
· Технический анализ: определение содержания влаги и летучих веществ.
· Полный анализ: определяется поэлементный состав топлива в специальных лабораториях.
Составы:
|
Состав топлива |
C |
H |
O |
N |
S |
A |
W |
Индекс обозначения |
|
Органическая масса |
+ |
+ |
+ |
+ |
- |
- |
- |
О |
|
Горючая масса |
+ |
+ |
+ |
+ |
+ |
- |
- |
Г |
|
Сухая масса |
+ |
+ |
+ |
+ |
+ |
+ |
- |
С |
|
Рабочее топливо |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
Р |
Балластом по отношению к рабочему топливу будет A,W,S.
Co+Ho+No+Oo=100%
Рабочее топливо: Б=Wр+Aр+Sр.
Сухая масса: Б=Ac+Sc.
Горючая масса: Б=Sг.
С отличается от Р отсутствием влаги: Xc=Xp*100/(100-Wp)%.
Состав Г можно рассчитывать либо по Р: Xг=Xp*100/(100-Ap-Wp)%, либо по составу С: XГ=XC*100/(100-AC)%/
Состав органической массы: XO=XР*100/(100-SP- AP- WP)
XO=XC*100/(100-
XO=XГ*100/(100-SГ)
2.
Классификация и маркировка
термических печей.
Классификация печей:
1. По виду энергоносителя
2. По температуре
3. По способу работы
4. По технологическим средам
5. По технологическому назначению
По виду энергоносителя.
· Топливные
a. Газовые
i. Открытое пламя
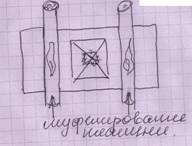
ii. Закрытое пламя
1. Муфелирование садки
2. Муфелирование пламени
· Электрические
a. Дуговые
b. Сопротивления
i. Установки прямого нагрева
ii. Установки косвенного нагрева
1. Теплопроводность + конвекция (соляные ванны)
2. Конвекция + излучения (преобладает конвекция)
3. Излучение + конвекция (преобладает излучение)
4. Излучение
5. Избыточное излучение
c. Индукционные
d. Высокоэнергетические источники тепла
i. Лазерные и т.д.
По температуре.
· Низкотемпературные до 750°С – основная доля теплопередачи обеспечивается конвекцией, для искусственной конвекции обязателен вентилятор.
o Отпуск, старение цветных сплавов, низкотемпературный отжиг.
· Среднетемпературные от 750°С до 1250°С – почти вся То и ХТО, если для ХТО, то тоже с вентилятором, используются защитные и активные атмосферы, с 900°С вакуумные печи.
· Высокотемпературные после 1250°С – закалка быстрореза, тугоплавкие металлы, нейтрализация, используются в основном вакуумные печи, а после 1500°С только вакуум.
По способу работы.
· Периодического действия (садочные)
o Немеханизированные
§ Камерные
§ Шахтные
§ Печи-ванны
o Механизированные
§ С выкатным подом
§ Элеваторные
§ Колпаковые
· Непрерывного действия
o Конвеерные
o Толкательные
o Тунельные
o Рольганговые
o С шагающим подом
o И др.
По технологической среде.
· С окислительной атмосферой (воздух)
· С жидкой технологической средой
· С искусственной атмосферой
o Нейтральной (Ar, He)
o Вакуумные
o Контролируемые атмосферы
§ Защитные
§ Активные
По технологическому назначению.
· Для отжига – отжиговая
· Для закалки – закалочная
· Для отпуска - отпускная
Маркировка термических печей.
1 2 3 4 – 5.6.7/8 – 9
1. Вид энергоносителя
a. С – сопротивления
b. Т – топливная
c. И – индукционная
2. Основной конструктивный признак
a. В – печь-ванна
b. К – конвейерная
c. Н – камерная
d. Т – толкательная
e. Ш – шахтная
f. И – печь с пульсирующим подом
3. Технологическая среда
a. О – воздух
b. З – защитная
c. В – вакуум
d. Ц – цементация, нитроцементация
e. А – азотирование
4. Дополнительный конструктивный признак
a. Л – лабораторная
b. М – муфельная
c. А – входит в состав агрегата
5. Ширина, диаметр цилиндра
6. Глубина (длина), высота цилиндра
7. Высота
8. Максимальная рабочая температура печи в сотнях
9. Относится к топливным печам и ставится либо Г – газ, либо М – мазут.
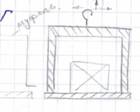
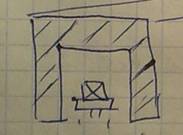
3. Камерные печи.
Камерные печи самые распространенные, т.к. универсальны. Есть ограничения по массе, нельзя закладывать изделия, которые будут в процессе нагрева изменять форму. Еще нельзя обрабатывать в жидких средах.
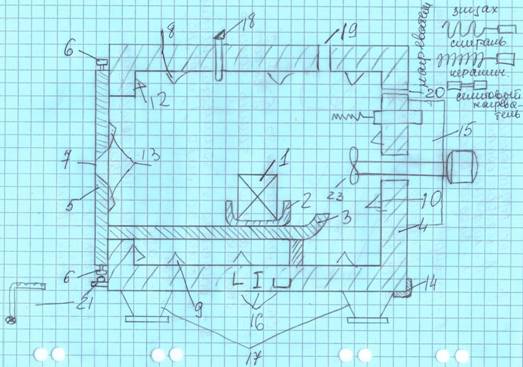
1. Изделие, садка с деталями
2. Поддон
3. Под (подина)
4. Футеровка
5. Дверка
6. Механизм открывания и закрывания
7. Гляделка
8. Нагреватели
9. Нагреватель пода печи
10. Нагреватель задней стенки
11. Нагреватели боковых стенок
12. Передние стенки
13. Дверцы
14. Стальной кожух
15. Защитный кожух
16. Элементы каркаса печи
17. Нош печи
18. Термопара (датчик, позволяющий регулировать температуру в печи)
19. Отверстие для контрольной термопары
20.  Отверстие
для введения искусственной атмосферы
Отверстие
для введения искусственной атмосферы
21. Защитное устройство для создания необходимого давления
22. Газовая завеса
23. Вентилятор
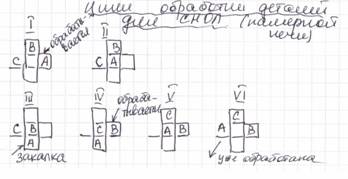
Циклы обработки деталей для СНОЛ (камерной печи).
4.
Шахтные печи.
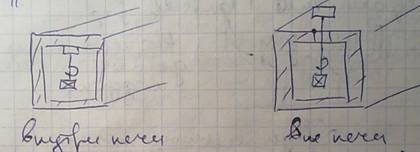
Легко герметизируется, нет ограничений по материалу. Занимаемая площадь меньше, чем у камерных печей. Необходимо место, чтобы при снимании класть крышку. Существуют печи типа СШЦМ – муфельные для использования защитных и активных атмосфер (муфель - кастрюля). Для герметизации крышки используется вода, масло, песок. Последнее лучше, тюкю песочный затвор в 30 раз уменьшает потерю атмосферы.
1. Загрузка краном.
2. Можно обрабатывать в подвешенном состоянии.
3. Дополнительная теплоизоляция.
4. Сложнее перейти с режима на режим (т.к. надо нагревать и грунт).
5. Перепад температур по высоте.
6.
Механизированные печи периодического действия.
1. Выкатным подом – Д
Очень крупные садки, нужен мощный механизм передвижения. Дороги в использовании с защитной атмосферой, особенно с O2. Используются для отжига. Слитки меньше 300 тинн.

2. Элеваторные – Э
Низкие тепловые потери, необходим мощный механизм подъема, используются уступы для поддержки пода. Используются для отжигов, в металлургии, для нагревания листов в рулонах.
3. Колпаковые – Г
Просто создать защитную атмосферу. Очень тяжелые колокола. Необходимо надстраивать специальные здания. Используется для обработки листов в рулонах, можно даже для ХТО.
4. С передвижной камерой нагрева – СНА
Специально созданы для азотирования.

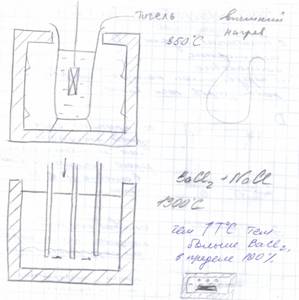
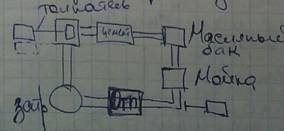
5. Механизированные печи-ванны

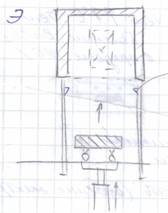
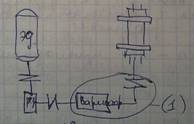
6.
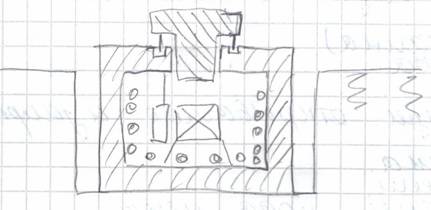
Печи-ванны.
Максимальная температура 1300°С. Процесс проходит быстрее, т.к. повышен коэффициент теплопередачи. Меньше перепад температур, т.к. повышен коэффициент теплопроводности. Нет окисления при высоких температурах.
Ткип=Тиспользования-
Жидкие среды:
· Вода до 60°С
· Масла до 300°С
· BaCl2, NaCl
o очистка от твердого теплоносителя ванны
o не терпят воды и углеродосодержащие объекты
o давление 8*106 атмосфер, отсюда взрывоопасные испарения H2O
Существуют низкотемпературные печи-ванны с внутренним нагревом на 450°С и до 700°С.
Очень длительный и сложный процесс розжига печи, а следовательно их невыгодно выключать, особенно электродные печи.
7.
Общая характеристика печей непрерывного действия.
Преимущества:
1. Высокая производительность.
2. Стабильное качество ТО деталей и высокая производительность.
3. Массовый или крупносерийный вид производства.
Виды:
1. Конвейерные – К (СКЗА, где А означает, что печь входит в состав закалочно-отпускного аппарата)
a. Печи со встроенным конвейером (для закалки)
b. С выносным конвейером (для низких температур отпуска)
2. Печи с подвесным конвейером – Е
Сложны в герметизации
3. Толкательные – Т
Широко используются, легко переналадить на другую
температуру. Темп толкания дает более высокую герметизацию и надежность. Если
толкателей много, то получим многорядную печь. Загрузка до
4. Туннельные
Нет обозначения, но широко используются на металлургических комбинатах с большим количеством слябов, блюмов и т.д. Высоко производительная печь, используется для отжигов и нормализации. Для повышения производительности, печь используется без защитных атмосфер.
5. Печи с наклонным подом
Нет обозначения, может быть и газовой и на электроприводе.
6. Рольганговые – Р
Обрабатывает длинномерные детали до
7. Печи с шагающим подом – Ю
В основном печи проходные, используются для больших деталей. Может использоваться То при положении детали на поду, при этом будут возникать деформации, но минимальные. Основные процессы: закалка и нормализация. Недостатки: 1) существуют перепады температур; 2) работают только с окислительной атмосферой. Производительность очень высока.
8. Печи с пульсирующим подом – И
Для деталей меньших размеров. Используются в часовой промышленности для изготовления роликов. В основном это камерные печи. Могут использоваться для цементации, но необходима улучшенная герметизация.
9. Карусельные – А
Используются в высокотемпературных процессах – закалка, реже нормализация. Под печи жаропрочен. Работают и в окислительных и в защитных атмосферах.
10. Барабанные – Б
Используется в защитных и окислительных атмосферах. Барабан литой, внутри барабана по спирали бортики. Сложная передача. Точность регулировки температуры 2..3°С, а значит происходит равномерное нагревание детали, передающееся через нагреватели и защитные атмосферы. Созданы для высокой производительности. Чаще всего используются для цементации.
11. Протяжные – П
Используются для обработки проволоки до
12. Башенные
Производительность – 62 т/час.
13. Вакуумные печи
Для проведения ТО с давлением ниже атмосферного. Температура печи намного выше, чем газонакопленность печи. Можно проводить цементацию и нитроцементацию. При вакуумировании поверхность очищается. Бывают низко-, средне- и высокотемпературные по температуре материалов нагревателей.
8.
Классификация нагревательных устройств по виду
энергоносителя.
По виду энергоносителя.
· Топливные
a. Газовые
i. Открытое пламя
ii. Закрытое пламя
1. Муфелирование садки
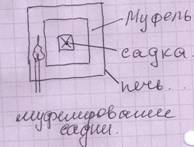
2. Муфелирование пламени
· Электрические
a. Дуговые
b. Сопротивления
i. Установки прямого нагрева
ii. Установки косвенного нагрева
1. Теплопроводность + конвекция (соляные ванны)
2. Конвекция + излучения (преобладает конвекция)
3. Излучение + конвекция (преобладает излучение)
4. Излучение
5. Избыточное излучение
c. Индукционные
d. Высокоэнергетические источники тепла
i. Лазерные
ii. Плазма
iii. Тлеющий разряд
iv. Нагрев в элетролитах
9.
Конвейерные печи.
Пример обозначения: СКЗА, где А обозначает, что печь входит в состав закалочно-отпускного агрегата.

1. 2.
2. 
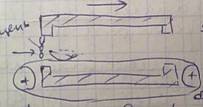
1. Печь с выносным конвейером.
Применяется
для низких температур и отпуска. Герметизация достаточно сложна, но при
подвески цепи, детали задевают ее и уходит меньше
тепла. Максимальная длина детали
2. Печь со встроенным конвейером.
Применяется для закалки. Герметизация легка (открыта только дверца), можно использовать защитные атмосферы.
 деталь подвешена на крючке. Происходит меньше
потерь в энергии.
деталь подвешена на крючке. Происходит меньше
потерь в энергии.
1. 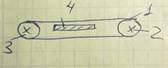 лента
конвейерная (конвейерное полотно)
лента
конвейерная (конвейерное полотно)
2. Приводная станция
3. Натяжная станция (обязательный элемент конструкции)
4. Опорный элемент
1. Конструкция
полотка
Зависит от температуры печи, тонна изделия на 1 погонный
метр конвейерного полотка (при погрузке
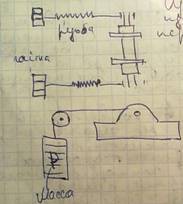
А) Для перемещения ленты вставляют в сетку прутки (стержни), расположенные с шагом, равным шагу зуба. При провороте зуб задевает за стержень и подцепляет его.
Б) Для более высоких температур и нагрузки от
В) При температуре ниже 900°С применяются пластинчатые конвейеры. На цепь ставятся пластины. Масса 10..40 кг. Зазор между пластинами небольшой. Пластина с бортиком, зацепляется зубом при его вращении. Пластины получают штампованием или литьем.
Г) При температуре 1000..1100°С и массе 20..40 кг используется панцирное полотно, получаемое штамповкой или литьем. С помощью стержня, вставленного между 2 деталями, собирается панцирное полотно.
Д) При температуре больше 1100°С к
конвейерной цепи крепятся металлические станины, в которые вставляется керамическое полотно (SiC,
глиноземистые соединения обладают высокой жаростойкостью и теплостойкостью).
Из-за ее невысокой прочности вес недолжен превышать
2. Приводная станция
 В
низкотемпературных печах возможно использование узла (1). Vконвейера=
0,042..0,21 м/мин.
В
низкотемпературных печах возможно использование узла (1). Vконвейера=
0,042..0,21 м/мин.
3. Натяжная
станция
 Из-за
неточности механизма возможен перекос механизма.
Из-за
неточности механизма возможен перекос механизма.
4. Опорная
часть
Всегда используется, если длина конвейера меньше
Ограничения
1. Механическая прочность ленты невелика.
2. Малая герметичность.
3. Детали точных размеров на таких печах получаются сложно.
Печи с подвесным конвейером – Е.
 Такие
печи сложно загерметизировать.
Такие
печи сложно загерметизировать.
10.
Толкательные и туннельный
печи.
Толкательные печи – Т.
 Широко
используются. 0,5*0,5*0,5=0,125 м3, что приблизительно равно 1
тонне. Легче переналадить на другую температуру. Темп толкателя дает более
высокую герметизацию и надежность.
Широко
используются. 0,5*0,5*0,5=0,125 м3, что приблизительно равно 1
тонне. Легче переналадить на другую температуру. Темп толкателя дает более
высокую герметизацию и надежность.
 Если
несколько толкателей, то получаем многорядную печь.
Если
несколько толкателей, то получаем многорядную печь.
Загрузка=800кг. Используется дифференциальная сварка и наложение керамики для понижения коэффициента трения. Но в таком случае получаем небольшую долговечность поддона.
Туннельные печи.
 Нет
обозначения, но широко используются на металлургических комбинатах с большим
количеством слябов, блюмов и т.д. Высокопроизводительные печи. В основном
используются для отжига и нормализации. Для повышения производительности
используются защитные атмосферы.
Нет
обозначения, но широко используются на металлургических комбинатах с большим
количеством слябов, блюмов и т.д. Высокопроизводительные печи. В основном
используются для отжига и нормализации. Для повышения производительности
используются защитные атмосферы.